Hidden through‑valve leakage drives energy loss, product waste, safety risk, and unplanned downtime. Most facilities discover the problem too late or rely on guesswork to fix it.
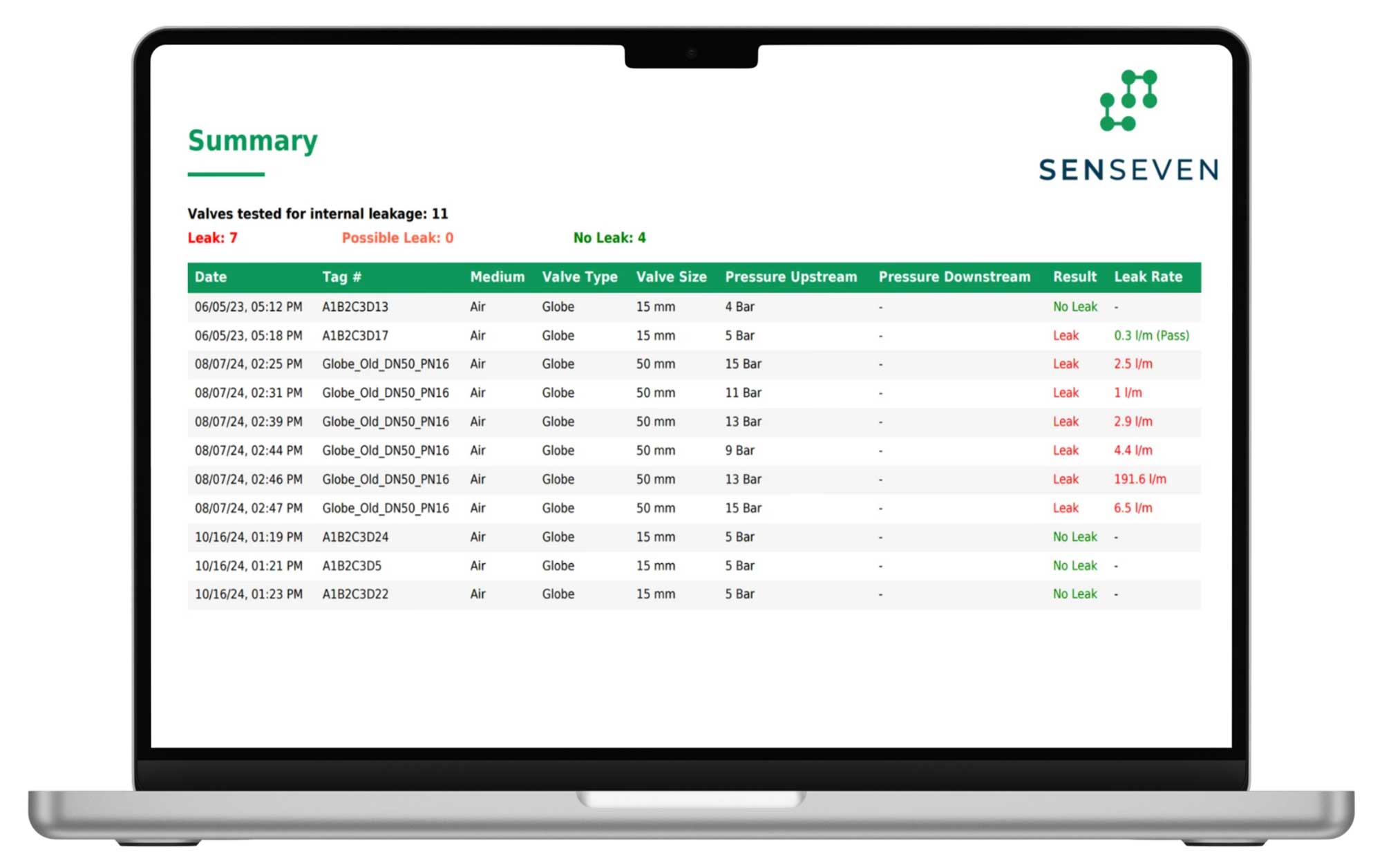
Valves that should be closed tightly, often leak internally without any visible sign. In steam, gas, and critical process services, these leaks quietly erode efficiency, reduce throughput, increase operating costs, and damage equipment/valves. Traditional inspection methods require shutdowns, valve removal, or assumptions based on experience rather than data.